弯头下料最简单方法图
2023-04-07弯头下料最简单方法图
多节的弯头叫作“虾米腰”。手工放样步骤:(以一节为例,其余方法相同)1)先按实际尺寸画出弯头侧面投影。包括接缝线。2)按线把每一个封闭线框图形分割成独立的图形。(可以裁剪,也可以单独再画。3)取一个图样,(将中心线垂直的设置)画在另一张纸上,沿图样高度画两条上下平行的横线,并与中心线垂直,长度正好是图样直径的圆周长。(封闭的长方形)4)将图样垂直方向作等分,并作好标记,然后将这些等分线垂直的画到刚才画的展开的长方形内,注意展开图上的点一定要对应投影图样上的点。5)将图样上斜线沿水平方向作等分。并平行的拉到展开的图样上,并对应相应的点。把展开样上得到的交点圆滑连接,就是展开的曲线。等分作的越密,曲线越准。6)放出咬口的量,和板厚处理。弯头下料必须知道弯曲半径,厚度、几节。提供详细尺寸,可出图。 用直尺画出一个90度互相垂直的直角坐标系的右上角区域,假设所用的半节数是4,那么就可以在中径上进行等分点划分,等分点数N=(弯头截节数A-1)*2,这里A=4,所以N=6,在图上画出6个等分点。 按照圆管的周长部分展开,并做等分点,因为图形是对称的,画一半即可,等分线上截取半节投影图上对应的投影线距离,连接这些截取点变成一条光滑曲线,再对称对折即可。 扩展资料: 注意事项: 成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈),火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。 冲压成型弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少,壁厚过厚或过薄。 弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者,冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。 参考资料来源:百度百科-弯头画法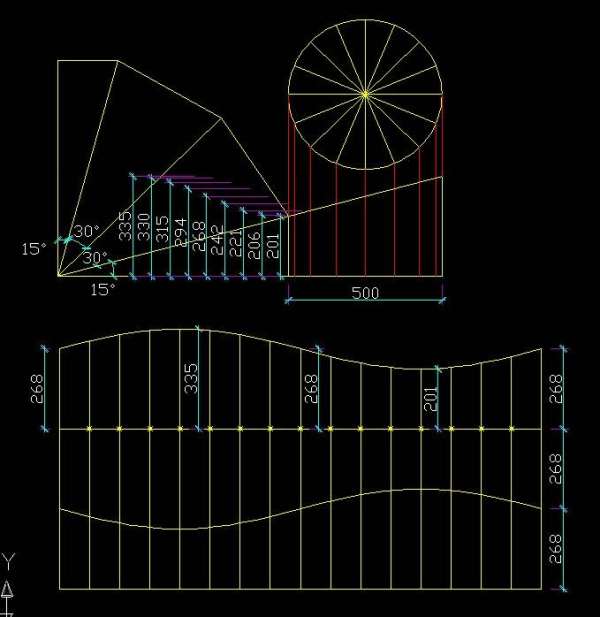

只要几秒钟内就可以轻松
自动化展开放样整体出下料图
可用这软件
钢构CAD
输入参数就能自动出整体展开图了
参考知识C
周长4O分三鱼二半下法