固定式镗刀和浮动式镗刀有啥区别?各用在啥场合?
2023-07-05本文主要是 固定式镗刀和浮动式镗刀有什么区别?各用在什么场合? 相关的知识问答,如果你也了解,请帮忙补充。
一、区别
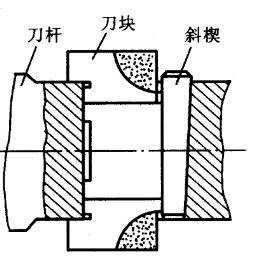
固定式双刃镗刀两个切削刃切削时背向力相互抵消,不易引起振动。镗刀块刚性好,容屑空间大,切削效率高。
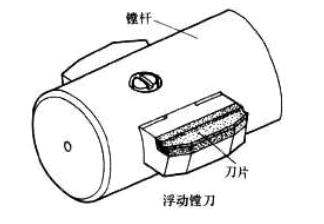
浮动式双刃镗刀能自动补偿由刀具安装、机床主轴偏差等造成的加工误差,能获得较高的加工精度。
二、应用场合
固定式双刃镗刀用于粗镗、半精镗d>40mm的孔,对孔进行粗加工、半精加工;
浮动式双刃镗刀适用于单件、小批生产,特别适用于精镗直径大(d>200mm以上)而深的筒件和管件孔。
三、相关
镗刀是镗削刀具的一种,一般是圆柄的,也有较大工件使用方刀杆,最常用的场合就是镗刀内孔加工,扩孔,仿形等。有一个或两个切削部分、专门用于对已有的孔进行粗加工、半精加工或精加工的刀具。镗刀可在镗床、车床或铣床上使用。
因装夹方式的不同,部有方柄、莫氏锥柄和7:24锥柄等多种形式。双刃镗刀有两个分布在中心两侧同时切削的刀齿,由于切削时产生的径向力互相平衡,可加大切削用量,生产效率高。双刃镗刀按刀片在镗杆上浮动与否分为浮动镗刀和定装镗刀。浮动镗刀适用于孔的精加工。它实际上相当于铰刀,能镗削出尺寸精度高和表面光洁的孔,但不能修正孔的直线性偏差。为了提高重磨次数,浮动镗刀常制成可调结构。
为了适应各种孔径和孔深的需要并减少镗刀的品种规格,人们将镗杆和刀头设计成系列化的基本件──模块。使用时可根据工件的要求选用适当的模块,拼合成各种镗刀,从而简化了刀具的设计和制造。
参考知识1 可以联系苏州富士龙贸易有限公司,他们公司专业批发台湾RBH镗刀的,质量保证哦 参考知识B 固定式镗刀就是普通的镗刀浮动式镗刀就是不固定的 是在镗刀杆的方槽中自由滑动的
使用的时候 先把孔镗到余量0.20毫米左右
换上浮动镗刀 使用前先用外径千分尺校对尺寸 加上切屑液 转速控制在每分钟120转以下
浮动镗刀能保证加工前后的同心度 而且镗孔尺寸比较好控制
比如粗镗好一个孔后,遇到突发情况,镗床主轴中心偏离了原孔中心,这时候即使采用百分表校准,也会存在少许误差 这时候采用浮动镗刀 既能保证加工前后同心度本回答被提问者和网友采纳
相似知识
浮动镗刀有啥作用
镗刀,加工精度取决于机床,光洁度取决于工人技术水平。可干对孔的直线度要求较高的活。铰刀,挤压切削,用于扩孔后有0.3mm左右余量的,对孔光洁度要求较高,直线度要求较低的孔类加工。说简单点,用镗刀加工,
镗床上精镗刀该怎么磨光极度才好 孔不怎么容易小
平常的粗镗刀像45度车刀精镗刀像截断车刀,粗镗留0.1的量,然后用精镗刀用平面刮成型。先把精镗刀用顶丝轻轻顶上,然后把主轴往下放,直到刀子按上孔壁看划痕深浅,先浅,固定紧刀后进一刀,进5毫米时量一下,
铣刀和铰刀区别
除了他们说的以外,最直观的是,机绞刀的刀刃部分很短,而颈部很长,所以看起来象是长哑铃型。立铣刀的刀齿比较长,占刀具整体长度的1/2~2/3,颈部很短。刀齿是螺旋型的,并且齿数比较少。看起来很锋利。对刀
钻孔和铰孔有啥不同?各用在啥场合?
钻孔:就是在工件上打孔。扩孔:有时因为钻孔不可以一步到位,所以需要扩孔。铰孔:为了增加精度就需要采用铰孔。镗孔:增加更大的精度就需要镗孔。钻,扩,铰在一般机床就可以,如果是深孔需要镗孔,就必须在深孔钻
车床浮动镗刀,镗55的孔,360CM-480MC深之间,为啥浮动镗刀刀杆老颤动,浮镗出的孔有颤纹。
参考知识1理论上讲,钢制镗杆最大悬长在3倍径左右,硬质合金镗杆在7倍径左右。你用50mm的刀杆,即使是硬质合金的刀杆,最大镗孔深度应该也只有350mm。超过这个深度的话,震刀的现象是很正常的。也就是说
16的孔能用到镗刀吗? 怎么用呢
16的孔需要钻绞,用镗刀镗那刀杆多粗?10个粗的刀杆能有多大刚性。超过50长的深孔镗不了,刀杆直径偏小,长度过长。没有多大强度。浅孔可以考虑镗,用直径14的刀杆高速钢刀头M2-M4的顶丝。精度和钻绞的
镗刀是啥刀?
镗刀是孔加工刀具的一种,一般是圆柄的,也有较大工件使用方刀杆一般见于立车,最常用的场合就是里孔加工,扩孔,仿形等。但是并不是只能加工里孔,端面外圆也是可以加工的,只是习惯上不是这样使用。因装夹方式的不
车床浮动镗刀加工55的孔,深360CM-480CM之间,为啥浮镗出的孔有颤纹。浮动镗刀刀杆长度是490CM。
理论上讲,钢制镗杆最大悬长在3倍径左右,硬质合金镗杆在7倍径左右。你用50mm的刀杆,即使是硬质合金的刀杆,最大镗孔深度应该也只有350mm。超过这个深度的话,震刀的现象是很正常的。也就是说你的刀杆超