8MM铰刀转速。进给多少(工件RuT300)
2023-01-08本文主要是 8MM铰刀转速。进给多少(工件RuT300) 相关的知识问答,如果你也了解,请帮忙补充。
铰刀加工是在已钻好底孔的孔中进一步的精加工,除了要保证尺寸精度、还要保证表面粗糙度,所以一分钟几十转就行了,也可根据材质调整转数,原则是保证表面粗糙度、加工刀痕越小越好。绞刀是孔加工刀具,可以在钻床,车床或手工来进行绞孔,是一中精加工刀具。
BECK单刃铰 秉承了机夹式不重磨刀具全部优点,当刃具磨损或失效时,只要更换刀,稍作调整即可投入生产。微调机构能精确而又灵活地控制刀刃的直径,倒锥,满足加工要求。
扩展资料:
铰刀具有一个或者多个刀齿,用以切除孔已加工表面薄金属层的旋转刀具。经过绞刀加工后的孔可以获得精确的尺寸和形状。
铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小。
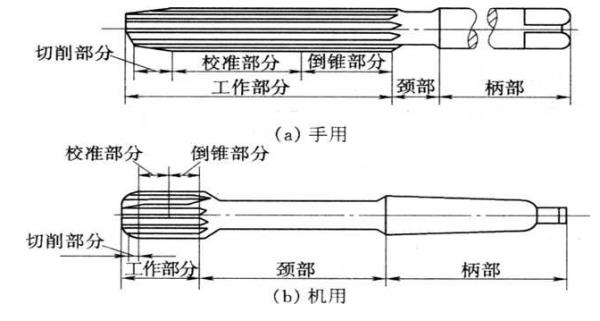
用来加工圆柱形孔的铰刀比较常用。用来加工锥形孔的铰刀是锥形铰刀,比较少用。按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的。
参考资料来源:百度百科-铰刀
参考知识1 铰刀加工是在已钻好底孔的孔中进一步的精加工,除了要保证尺寸精度、还要保证表面粗糙度,所以一分钟几十转就行了,也可根据材质调整转数,原则是保证表面粗糙度、加工刀痕越小越好。绞刀是孔加工刀具,可以在钻床,车床或手工来进行绞孔,是一中精加工刀具。Ru 英文名:Ruthenium 中文名:钌 体积弹性模量:GPa 220 原子化焓:kJ /mol @25℃603 热容:J /(mol· K) 24.06 导电性:10^6/(cm ·Ω ) 0.137 导热系数:W/(m·K)117 熔化热:(千焦/摩尔) 8MM铰刀转速对于RUT300进给多少呢我想可以50-100转就可以了。 参考知识B s420 f100本回答被提问者采纳 参考知识C BECK单刃铰 秉承了机夹式不重磨刀具全部优点,当刃具磨损或失效时,只要更换刀,稍作调整即可投入生产。微调机构能精确而又灵活地控制刀刃的直径,倒锥,满足加工要 求。硬质合金、金属陶瓷或者人造金刚石制作的全程导向 条,有效地控制了被加工孔加工后孔的精度, 使大长径比孔的精加工成为轻而易举之事。单刃铰特别适合大批量生产的产品,故在汽车发动机制造行业得到了广泛的应 用。德国 BECK 公司在制造单刃铰刀方面有着丰富的经验。 BECK 公司将会为每 一位客户提供世界一流的产品
相似知识
Φ4-Φ8的硬质合金铰刀加工球铁线速度一般给多少?每转进给多少?
参考知识1V为5~10之间,具体看硬度,FCD450的话7左右,FCD700的话5,每转每刃0.04~0.08,4刃的话就是乘以4,具体看孔径,孔径4的话0.04,孔径8的话0.07或0.08看材料的
镗孔时的转速,进给 给多少,一般,35°的淬火刚
转速是根据你切削刀具需要的切削线速度计算的,而进给速度的计算公式:F=f*n*s;f是每个切削刃的进给量,单位:毫米;n是刀具的切削刃数;s主轴转速。镗孔是对锻出,铸出或钻出孔的进一步加工,镗孔可扩大
ABS塑料板用CNC数控加工 采用直径8mm的硬质合金铣刀 最大下切 进给速度 转速 给多少合适
你是粗加工还是精加工?粗加工的话切深可以1-1.5,转速5-6K,进给1600左右参考知识1最大下切2mm,F2000,S3000追问请问如果S翻倍讲给也可以翻倍吗?追答不能按理论来说是转速越高,锣出
数控加工中心用整体硬质合金铰刀铰孔问题
参考知识1转速可以进给太快了建议转速120进给6到10,如果可以余量尽量少些单边0.1就行了。我以前也出过这个问题的就是这么解决的,还有刀具质量也关键的啊,你试好了来采纳哦。追问效果好了一点,但貌似还
数控钻床的切削量、转速、进给速度是多少?
Vc=nπD/1000,这是切削速度,在一个点有有效,工件上的切点相对于刀或刀相对于工件的速度,进给速度是走刀的速度,是刀的速度。买数控钻床就去凯机电科技有限公司,苏州隆凯机电科技有限公司成立于200
热处理工件加工的刀具,转速和进给量
加工热处理硬度为60至70左右的工件用什么型号的刀片估计很难加工这么高硬度的材料,也没有什么刀片适合,最厉害的立方氮化硼加工硬度也就HRC50左右,但是只能规则材料加工,不能冲击下切削,龙门铣床加工此
数控铣床5mm的刀加工塑料允许的转速和进给速度是多少
那要看你要加工什么东西了,工件有多厚,你用什么机器等待。一般转速3000就可以,吃刀量3MM,加工速度1500-2000.参考知识1从材料来看,是易加工材料,切削热不易太高,会使加工变形,也有可能产生
数控车床加工不锈钢304,外径200mm,需要多少转速多少进给量合适。刀具钻石的YBC251能不能用。
参考知识1能,看你要多少光洁度了,如果3.2就打300转进给0.15精车,追问活比较粗糙,光洁度没有要求,我打300转进给0.15稍微高点,单边吃1mm。刀用的太快了。怎么解决追答//