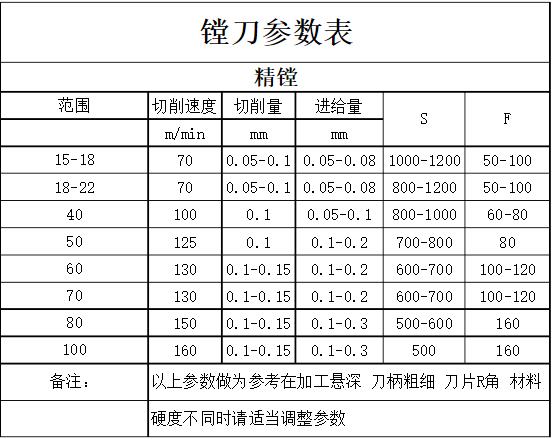
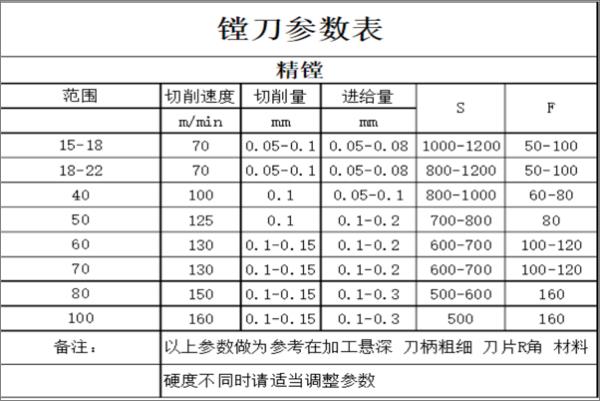
镗刀 镗孔 转速 参数表
2023-01-09最近买了一套精镗刀 NBH2084 刀片用的(我靠看不懂,好像韩语,有几个数字不知道那个表示型号)TBGT12105L TBGT060102L。 镗刀,镗孔,转速的参数表如下图所示: 镗孔可以分为粗镗、半精镗和精镗。精镗孔的尺寸精度可达IT8~IT7,表面粗糙度Ra值1.6~0.8μm。 镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固定在车床尾座或者固定在小刀架上都可以。深孔镗孔需要专用的深孔钻镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。 在误差补偿实施方面主要有两类方法:硬件补偿法和软件补偿法。 1、机床的硬件补偿方法。硬件补偿法主要是机械式补偿,采用机械式微量补偿装置通过对误差模型的分析和计算,选择一个或几个合适的误差补偿点,采用微位移装置对机床施加反向作用,抵消原有误差。 2、机床误差的软件补偿硬件补偿方法中控制装置与各自数控系统相连。一般只适用于某一特定的机床,通用性较差,而且成本相对较高。因此软件补偿的方法便应运而生,且广泛为人们所接受。 软件补偿就是根据误差模型计算出误差值修改机床的控制程序,完成对误差的补偿。这种方法往往不增加机床硬件例如丝杆螺距误差补偿等,其通用性较强,还可以满足动态性能的要求,且成本低廉。 其具体做法是通过预处理程序,对预先编制的NC加工程序进行修改,完成补偿。但是,软件误差补偿对误差模型的依赖性较强,因此要求误差模型的精度足够高。 由于此方法属于预先标定补偿方法,所以工作状态与标定时机床状态的差异必定会影响到最后的补偿结果。尽管如此,软件误差补偿方法在实际应用中还是非常普遍的。 对于锁孔加工尺寸误差预测补偿问题,由于机床结构上的原因,无法采用软件补偿或电路补偿方法进行补偿,只能运用机械式硬件补偿方式实施补偿。 综上所述,面向机械加工自动线的键孔加工尺寸误差预测补偿系统将采用主动补偿方法并采用机械式补偿装置实施。 镗刀、镗孔和转速的参数表如下图所示: 镗刀可以固定在车床尾座或者固定在小刀架上。除此之外深孔镗孔需要专用的深孔钻镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。 镗孔可以分为粗镗、半精镗和精镗。精镗孔的尺寸精度可达IT8~daoIT7,表面粗糙度Ra值1.6~0.8μm。镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以。 扩展资料: 镗刀、镗孔和转速中机械加工中的加工精度主要用于表征生产产品的精细程度, 是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高。 公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个,其中IT01表示的话该零件加工精度最高的,IT18表示的话该零件加工精度是最低的 ,一般厂矿机械属于IT7级,一般农用机械属于IT8级。 除此之外产品零部件按功用的不同,需要达到的加工精度不同,选择的加工形式和加工工艺也不同。本文介绍车、铣、刨、磨、钻、镗等常见的几种加工形式所能达到的加工精度。 我也知道合理选择,只是需要个参考,就以45钢为例,多少线速度合适呀? 这个不清楚了 一般精镗刀片对于不同的材质会有不同的线速度 你在你的刀片包装盒上找啊 肯定有的
以上是硬件,软件就不说了。因为没什么经验,在网上找看到很多参数,有的说要保持线速度,60-100,有的说转速不能太高。这不就矛盾了吗,线速度知道了,转速也就出来了吧。有什么标准吗?进给的话每转进刀0.1?
我镗14的空,低孔到13.85(粗镗出来的),转速650,进给65,加工出来光洁度不行呀。请镗孔高手指点。都以45#为例吧
谁有参考资料。
扩展资料:
镗小孔,可以根据以上公式计算转速,合理的加工余量,一般留单边0.2mm,加切削液。
参考知识C
刀具的线速度是一个重要的参考值 线速度v=π*D*n 期中D是孔径 n是转速 在线速度确定的情况下,转速和孔径是成反比的
镗小孔,可以根据以上公式计算转速,合理的加工余量,一般留单边0.2mm,加切削液追问