如何采用焊接修复法对草坪机械零部件进行修理?
2023-05-28本文主要是 如何采用焊接修复法对草坪机械零部件进行修理? 相关的知识问答,如果你也了解,请帮忙补充。
采用胶粘剂等对失效零件进行修补或连接,以恢复零件使用功能的方法称为粘接(又称胶粘或胶接)修复法。近年来,粘接技术发展很快,在草坪机械维修中已得到越来越广泛的应用。其中,应用较多的是对一些零件接头采用粘接方法进行修复。
(1)粘接接头形式的设计要求
①尽量使胶粘层承受剪切力和拉伸力,避免剥离和不均匀扯离,如图9-21所示。
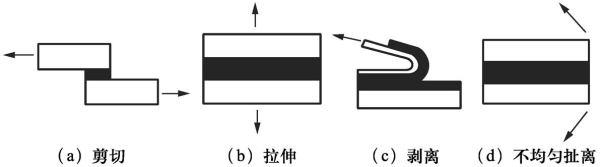
图9-21 粘接接头的受力方式
②尽可能增大胶粘面积。
③注意不同材料的物理性质差异。
④可以结合其他连接方法混合使用。
⑤便于加工、装配、胶接过程操作。
(2)胶接接头形式
基本形式是搭接,其他形式的接头经常转化为搭接形式,如图9-22所示。
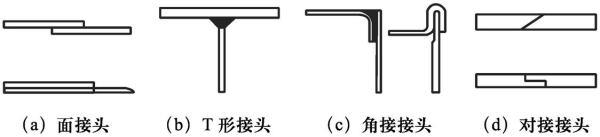
图9-22 胶接接头的形式
参考知识1利用焊接技术修复失效零件的方法称为焊接修复法。用于修补零件缺陷时称为补焊。用于恢复零件的几何形状及尺寸,或使其表面获得具有特殊性能的熔敷金属时,称为堆焊。焊接修复法在维修中占有很重要的地位,应用非常广泛。
(1)焊接修复法的特点
①焊接修复法的优点。结合强度高。可以修复大部分金属零件因各种原因(如磨损、缺损、断裂、裂纹、凹坑等)引起的损坏,可局部修换,也能切割分解零件,用于矫正形状,对零件预热和热处理。修复质量好、生产效率高。成本低,灵活性大,多数工艺简便易行,不受零件尺寸、形状和场地以及修补层厚度的限制,便于野外抢修。
②焊接修复法的缺点。热影响区大,容易产生焊接变形和应力,以及裂纹、气孔、夹渣等缺陷。对于重要零件焊接后应进行退火处理,以消除内应力,不宜修复较高精度、细长、薄壳类零件。
(2)用焊条电弧焊进行焊接修复
①焊条电弧焊的基本操作。焊条电弧焊是用手工操纵焊条进行焊接的一种电弧焊方法。焊接电弧是一种气体放电现象。焊条电弧焊引弧时,焊条与焊件接触后很快拉开。接触时焊接回路短路,很快拉起焊条以后,焊条与焊件之间的空气在引弧电压的作用下电离,发光发热,产生强烈而持久的气体放电现象,形成焊条电弧焊的电弧。
焊条电弧焊的基本操作技能包括:引弧、运条、焊道接头连接和收弧。
焊条电弧焊的过程如图9-20所示。焊件为一个电极,焊条为另一个电极。电弧在焊条和焊件之间形成,通过外加电压燃烧。在电弧热的作用下,焊件和焊条的焊芯熔化共同形成熔池。在电弧热的作用下,涂敷于焊芯外面的焊条药皮会分解产生CO、H2、CO2等保护气体,阻止空气与熔池的接触。药皮在电弧热的作用下,生成熔渣,浮于熔池表面,对其起保护作用,凝固后在焊缝表面结成渣壳。也就是说,焊条电弧焊时,焊接熔池的保护是气体和熔渣的联合保护。液态金属与液态熔渣之间还进行脱氧、去硫、去磷、去氢和渗合金元素等复杂的冶金反应,从而使焊缝金属具有合适的化学成分。
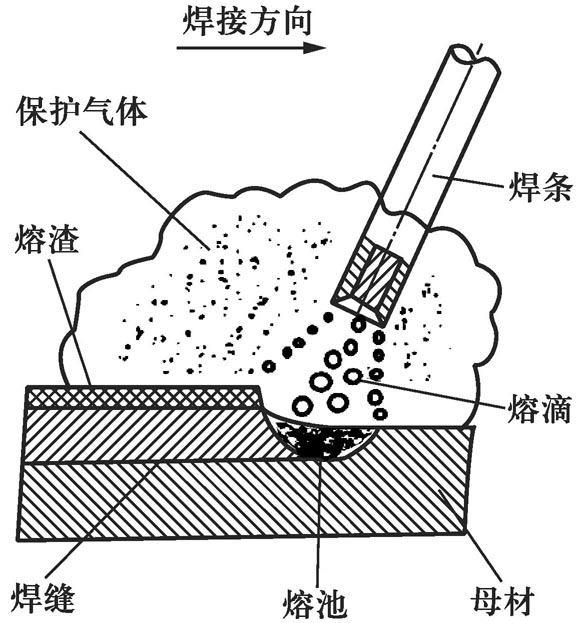
图9-20 焊条电弧焊示意图
②钢制零件的焊接修复。草坪机械所用的钢材料种类繁多,其可焊性差异很大。一般而言,钢中含碳量越高、合金元素种类和数量越多,可焊性就越差。一般低碳钢、中碳钢、低合金钢均有良好的可焊性,焊修这些钢制零件时,主要考虑焊修时的受热变形问题。但一些中碳钢、合金结构钢、合金工具钢制件均经过热处理,硬度较高,精度要求也高,焊修时残余应力大,易产生裂纹、气孔和变形,为保证精度要求,必须采取相应的技术措施。如选择合适的焊条,焊前彻底清除油污、锈蚀及其他杂质;焊前预热,焊接时尽量采用小电流、短弧,熄弧后马上用锤头敲击焊缝以减小焊缝内应力;用对称、交叉、短段、分层方法焊接以及焊后热处理等工艺均可提高焊接质量。
③铸铁零件的焊接修复。铸铁主要有灰铸铁、可锻铸铁和球墨铸铁。在草坪机械齿轮和壳体一般采用灰铸铁,当其有裂纹时,可采用焊接方法进行修复。
(3)用堆焊进行焊接修复
采用堆焊法修复机械零件时,不仅可以恢复其尺寸,而且可以通过堆焊材料改善零件的表面性能,使其更为耐用,从而取得显著的经济效果。常用的堆焊方法为手工堆焊。
手工堆焊是利用电弧或氧乙炔火焰来熔化基体金属和焊条,采用手工操作进行的堆焊方法。由于手工电弧堆焊的设备简单、灵活、成本低,因此应用最广泛。它的特点是生产率低、稀释率较高、不易获得均匀而薄的堆焊层,劳动条件较差。
手工堆焊方法适用于工件数量少且没有其他堆焊设备的条件,或工件外形不规则、不利于机械堆焊的场合。
手工堆焊工艺要点如下:
①正确选用合适的焊条。根据需要选用合适的焊条,应避免成本过高和工艺复杂化。
②防止堆焊层硬度不符合要求。焊缝被基体金属稀释是堆焊层硬度不够的主要原因,可采取适当减小堆焊电流或采取多层焊的方法来提高硬度。此外,还应注意控制好堆焊后的冷却速度。
③提高堆焊效率。应在保证质量的前提下,提高熔敷率。如适当加大焊条直径和堆焊电流,采用填丝焊法以及多条焊等。
④防止裂纹。可采取改善热循环和堆焊过渡层的方法来防止产生裂纹。
本回答被提问者采纳详情- 官方电话