数控车床打中心孔如何找圆心?钻头怎么对刀?用980怎么编程?望高手帮忙
2023-01-09本文主要是 数控车床打中心孔如何找圆心?钻头怎么对刀?用980怎么编程?望高手帮忙 相关的知识问答,如果你也了解,请帮忙补充。
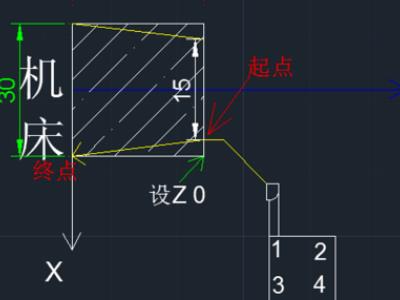
1、首先在编程软件中,G01单独“Z”向吃刀,形式为水平吃刀。如图吃外圆编程为;G01 Z-20 F50.如图。

2、G01单独"X"向吃刀,形式为垂直吃刀。如图吃端面编程为;G01 X0 F50.如图。

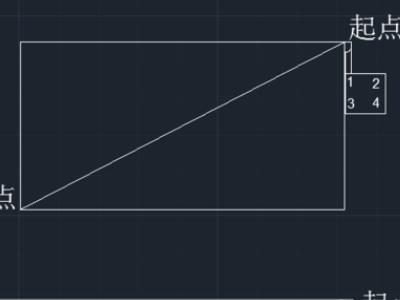
3、“锥度”吃刀,同时调用“Z”和“X”轴移动吃刀。有一点要记住在G01车削的情况下而且“Z”和"X"轴同时移动时,不管谁的行程长,系统都会精确计算让它们同时到达指定地点,从而在起点位置和终点位置形成一条直线。
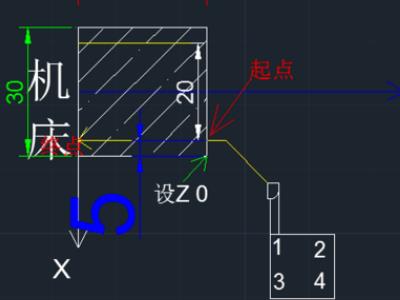
4、“椎体”吃刀编程为;G01 X30 Z-20 F50.如图。
5、最后车床是车圆工件的,也就是说车床中拖板的'X"轴在加工过程中实际位移长度永远是实际测量的1/2(这就是直径编程的特点)。
然后,用中心钻钻个小坑,再用钻头钻。
可以用G74钻削循环指令来钻。 参考知识D 三爪卡盘不是自动顶心的吗?如果是厂家,那要用百分表校正的,钻头是放在尾坐上的,为了防止钻偏应该先用中心钻定下中心,中心钻速度在1000钻左右,钻孔用麻花钻速度在400左右,这些都是手动完成的.
相似知识
数控车床打中心孔不正,该如何确定是还是进刀?
中心没找准是常有的事,但是中心孔大了50丝,不论是正还是负都会大。唯一判断的方法是按之前对刀的X0打孔,完毕后+0.5,再钻,看有没屑。有屑,说明方向反了,该-0.5,没屑,OK了。参考知识1刀补基本
铣端面打中心孔机床如何保证了产品和中心钻的同心度?
首先,从机床装配工艺上来说,要做到您说的那样,一、装配:两个主轴钻轴、铣轴同轴,通过间距、人工刮研、磨削、这个主轴同轴度是死的,整机保证。二、夹具:同轴度(外圆跳动)能达到3丝以里,我公司自制精密夹具
在数控车外圆12的轴长为153的一端需要打中心孔怎么编程好
参考知识1如果只是打中心孔的程序,是很容易编的,先把产品装夹好,定位必须准确,中心钻装在刀架上,将编程原点设置在工件右端面的旋转中心,假设端面已加工完毕,用中心钻的钻尖为刀尖对刀,数控程序如下:M03
数控钻孔怎么对刀
先把端面车一刀,会有一个圆心出现然后把钻头从圆心钻下一点点这里有就是X0Z0;加工中心就可采用机外对刀,用对刀仪输入刀补就行了。 数控钻孔:钻孔机是指利用比目标物更坚硬、更锐利的工具通过旋转切削
数控打中心孔没打同心怎么办
要求严格的话,工件基本报废。要求不太严格的话,想办法修一下,比如夹一把倒角铣刀,对中心孔锥面重新修一次。当然修的时候必须保证工件装夹良好,尾座调整到没有明显锥度参考知识1数控打中心孔还是比较难打的!!
数控车床加工较长的轴大家是如何打中心孔的?
我的意思是想问怎么有效夹持那长轴,因为轴比较长后,在主轴孔内悬空的部分就比较长,打中心孔又需要比较高的转速,所以机床晃动的厉害呀,大家是怎么解决晃动问题的呢?参考知识1手电钻打要求低的倒没有关系,你能
为啥数控车床打中心孔转速要低
确实是要高,不是低,由于中心孔直径小,钻削时应取较高的转速,进给量应小而均匀,当中心钻钻人工件时,加切削液,促使其钻削顺利,光洁,钻毕时应稍停留中心钻,然后退出,使中心孔光、圆、准确。参考知识1你搞反
标题车床打中心孔,主轴转速多少为宜,工件材料低碳钢。
车床主轴转速多少为正常?KBbryant9TA获得超过2.6万个赞关注成为第493位粉丝数控机床的转速是跟据线速度算的v=πdn/60其中d是工件直径,n是选用的转速,乘以转速再除以60秒,就可得。线