保温白铁皮弯头下料,计算公式,手工下料,求大神赐教
2023-02-11本文主要是 保温白铁皮弯头下料,计算公式,手工下料,求大神赐教 相关的知识问答,如果你也了解,请帮忙补充。
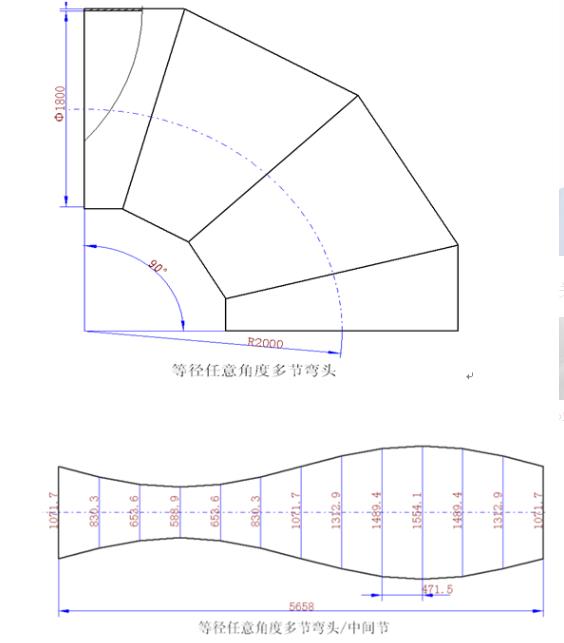
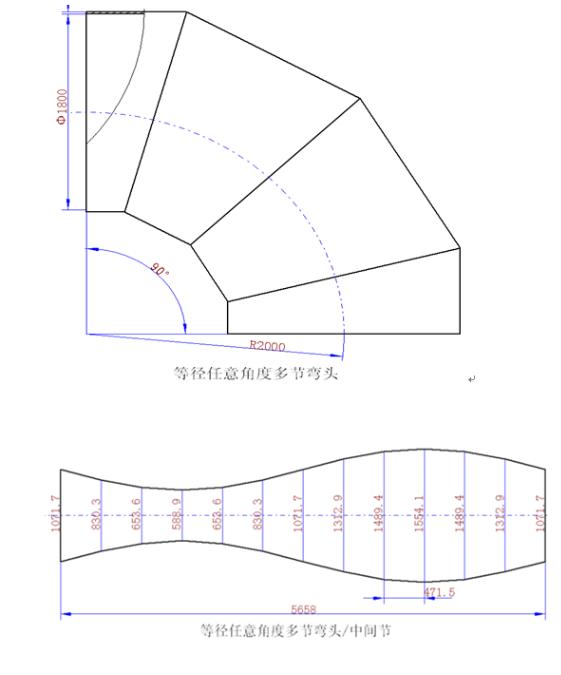
做“虾米腰”弯头。手工放样计算公式与方法:(以一节为例,其余方法相同)
1、按实际尺寸画出弯头侧面投影。包括接缝线。
2、按线把每一个封闭线框图形分割成独立的图形。(可以裁剪,也可以单独再画。
3、取一个图样,(将中心线垂直的设置)画在另一张纸上,沿图样高度画两条上下平行的横线,并与中心线垂直,长度正好是图样直径的圆周长。(封闭的长方形)
4、将图样垂直方向作等分,并作好标记,然后将这些等分线垂直的画到刚才画的展开的长方形内,注意展开图上的点一定要对应投影图样上的点。
5、、将图样上斜线沿水平方向作等分。并平行的拉到展开的图样上,并对应相应的点。把展开样上得到的交点圆滑连接,就是展开的曲线。等分作的越密,曲线越准。
6、放出咬口的量,和板厚处理。弯头下料必须知道弯曲半径,厚度、几节。
扩展资料
制作要点
不锈钢弯头
1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
2、弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
3、为改善不锈钢弯头耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
技术要求
1、要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。
2、弯头表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
工艺流程
热推成形
1、热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。
2、 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
3、热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
4、成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
冲压成形
1、冲压成形弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
2、产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
3、在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
4、与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
5、冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
6、冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
7、采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
参考资料:百度百科-弯头
参考知识1做“虾米腰”弯头。
手工放样步骤:(以一节为例,其余方法相同)
1)先按实际尺寸画出弯头侧面投影。包括接缝线。
2)按线把每一个封闭线框图形分割成独立的图形。(可以裁剪,也可以单独再画。
3)取一个图样,(将中心线垂直的设置)画在另一张纸上,沿图样高度画两条上下平行的横线,并与中心线垂直,长度
正好是图样直径的圆周长。(封闭的长方形)
4)将图样垂直方向作等分,并作好标记,然后将这些等分线垂直的画到刚才画的展开的长方形内,注意展开图上的点一定要对应投影图样上的点。
5)将图样上斜线沿水平方向作等分。并平行的拉到展开的图样上,并对应相应的点。把展开样上得到的交点圆滑连接,就是展开的曲线。等分作的越密,曲线越准。
6)放出咬口的量,和板厚处理。
弯头下料必须知道弯曲半径,厚度、几节。
需要可出图。
保温白铁皮弯头下料操作
无论是手工还是数控切割
目前最多的还是在电脑上用这个
全自动化展开放样出下料图
就是用这个
